
在实际加工中,会遇到各类孔加工,主要有中心孔、常规深度孔、深孔加工。本章讲解中心孔与常规孔的加工指令。
默认平面为XY平面(G17):
G81X___Y___Z___R___F___
G82X___Y___Z___R___P___F___
解释:
1.G81与G82均为钻孔循环,主要区别为P(停留时间)。
2.XY为孔的坐标,Z为孔加工深度,即Z向坐标。
3.R为R平面Z向坐标值。
4.P为加工到孔底后停留暂停的时间,要求整数值,单位毫秒。主要用于孔底需要光整的加工。G82主轴转速不能太高。
5.F为刀具进给速度。
6.下图为G81/G82加工步骤路线示意图
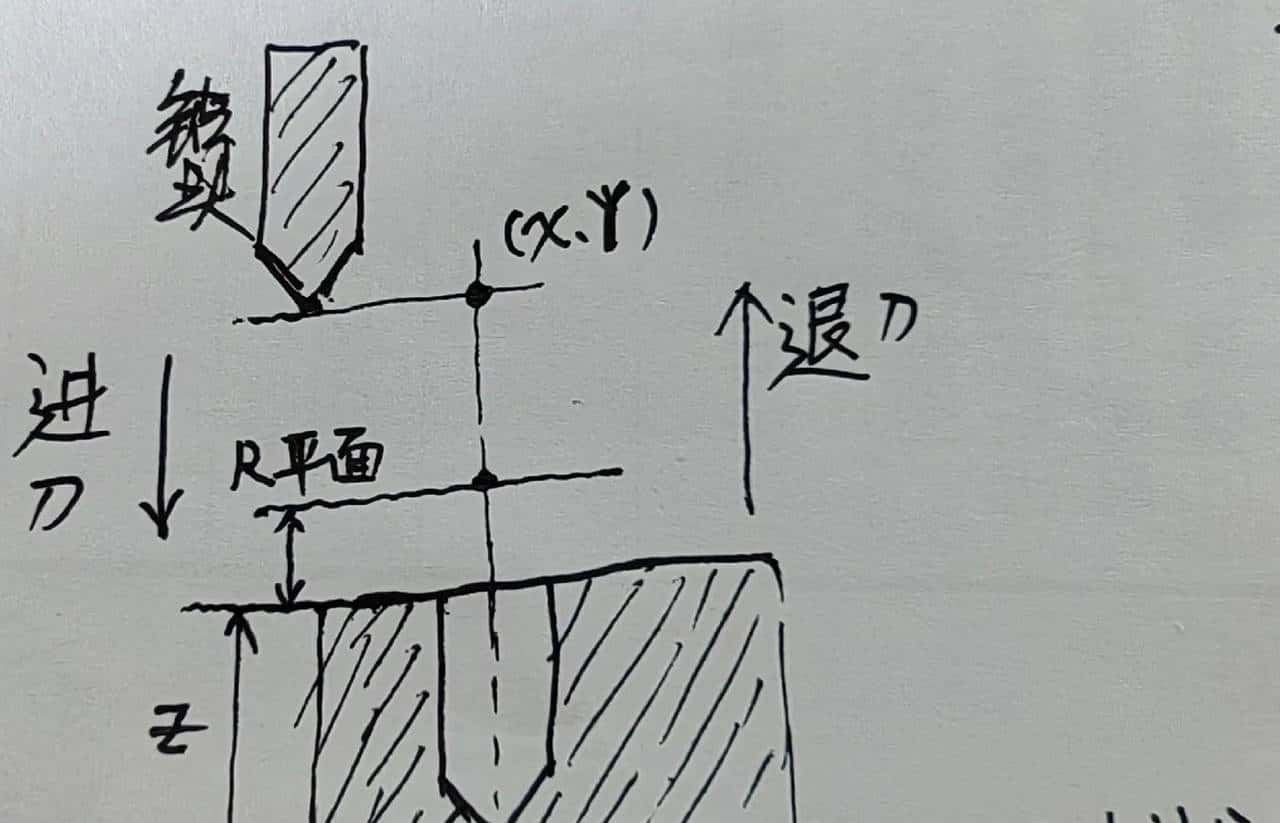
G81/G82加工步骤路线示意图
动作路径分解:
1.刀具快速运动到XY位置处;
2刀具快速运动到R平面高度的位置处;
3.G81以F的进给速度加工到Z值深度(G82以F的进给速度加工到Z值深度并停留P时间)
4.刀具快速退回到R平面位置处(程序开头使用G99)或者初始平面处(程序开头使用G98)。
下面以一段简短的编程事例简单说明
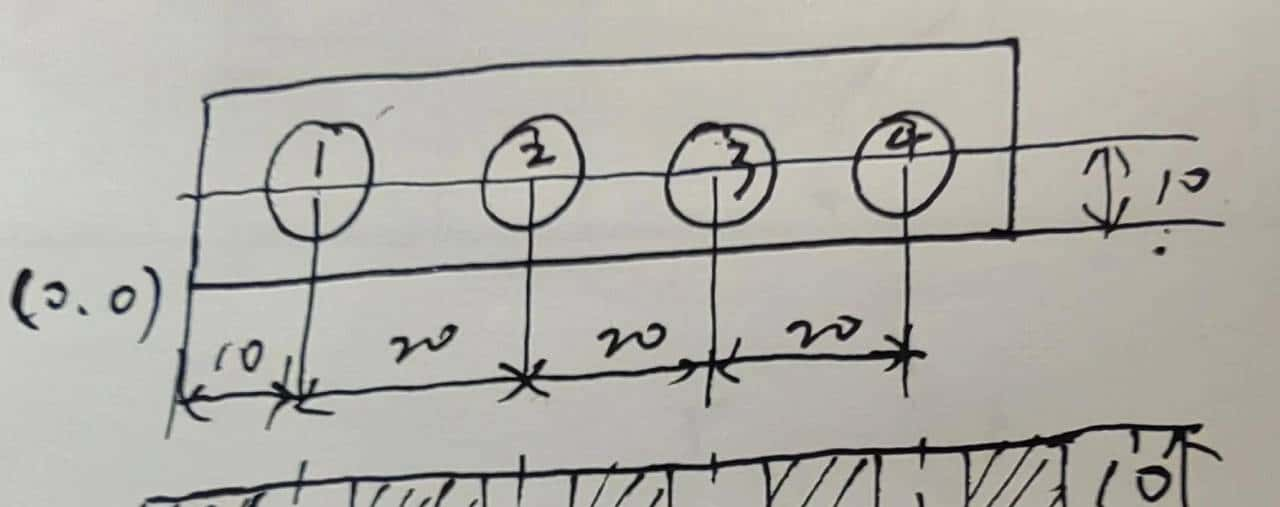
编程事例图
G17G40G80
选择XY平面,撤销各个补偿
G90G54G00X10Y10S800M03
刀具快速移动到孔1位置,主轴正转
G43Z20H01M08
刀具进行长度补偿,并快速移动到距离孔1位置20处,打开切削液。
G99G81R10Z-15F200
钻孔1,返回R平面,
X30 钻孔2
X50 钻孔3
X70 钻孔4
G80 Z20 撤销钻孔循环,刀具退到Z20处
G00X0Y0M09返回程序原点,关闭切削液
M05主轴停止
M30程序停止
关注我,数控学习不迷路!
© 版权声明
文章版权归作者所有,未经允许请勿转载。
相关文章



您必须登录才能参与评论!
立即登录








钻孔2孔3孔4的过程,都会返回R平面,不仅仅是孔1会返回,这是一个循环
学习了!!!
牛逼!
对数控感兴趣的朋友,咱们大家共同交流学习
致敬👍
为你点赞👍
收藏了,感谢分享