FANUC 0iMF 加工中心 钻孔循环指令G81
我们在进行工件加工时,常用钻头进行孔加工。如是一次性钻到底,然后快速退出,就可以采用G81来进行编程加工。
1、G81固定循环指令格式
G81 X_ Y_Z_R_F_K_;
其中:
① X_ Y_ :孔位置的数值。
② Z_ :孔的深度。
③ R_ 钻孔起始点。
④ F_:切削进给速度。
⑤ K_ 重复次数。
2、G81固定循环动作顺序
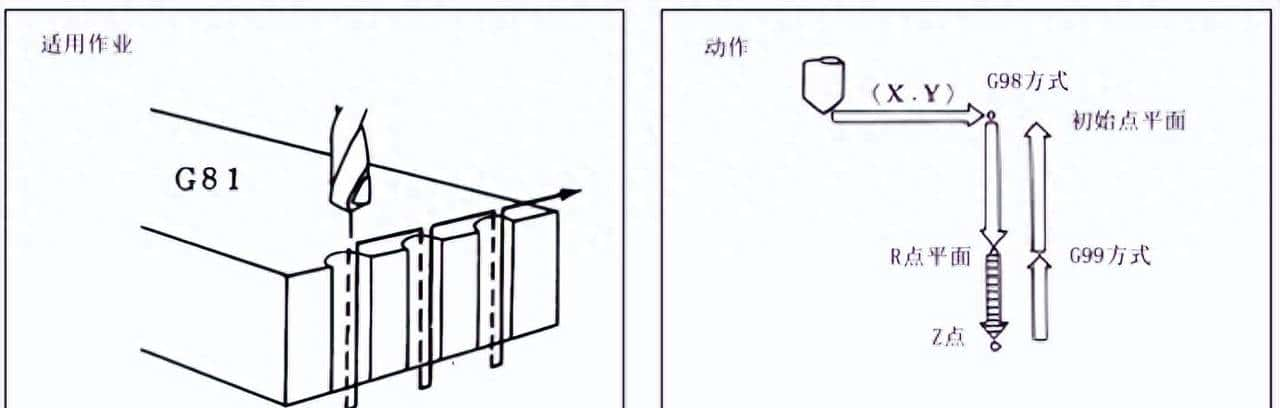
图1 G81动作顺序
3、编程举例(仅供参考)
O0001;
G40 G80;
G00 G90 G54 X45. Y45.;
G43 Z50. H01 M03 S800;
M08;
G99 G81 Z-23. R5. F80;
X-45.;
Y-45.;
X45.;
G00 G80 Z100.;
M30;
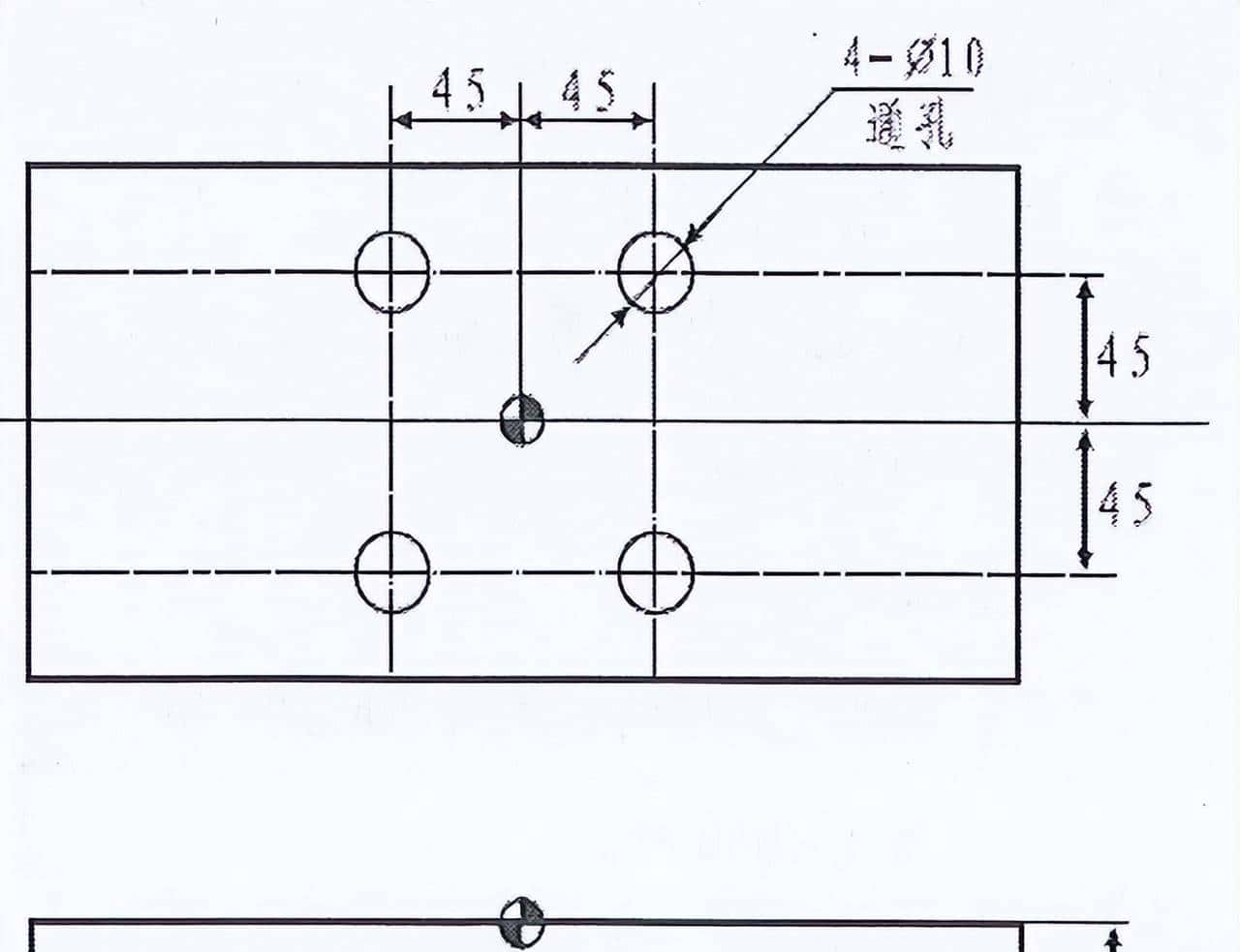
图2 图纸
© 版权声明
文章版权归作者所有,未经允许请勿转载。
相关文章




暂无评论...